
China’s Automated Jig & Fixture Technology in 2025
From “quick-and-dirty” clamps to zero-defect, IoT-connected work-holding—here’s how far the Middle Kingdom has moved the goal-post.
1. What we mean by “automated jig & fixture”
- Mechanical fixture: precisely locates and clamps a part for machining, assembly or testing.
- Automated layer: adds pneumatic/hydraulic clamping, servo-driven re-positioning, RFID/part-presence sensing and on-board measurement.
- Data layer: feeds clamp-force, temperature and positional data back to MES so the fixture becomes a process control node, not a piece of steel.
2. Where China already scores “A”
| Metric | 2025 China level | Benchmark vs. ROW |
|---|---|---|
| Concept-to-T1 lead-time | 10–12 days (Al 7075 prototype) | 4–5 weeks EU |
| Positional repeatability | ±5 µm with 6-axis cobot loading | ±10 µm manual loading |
| Clamp-force accuracy | ±3 % via closed-loop servo press | ±8 % pneumatic |
| Max. module size | 3 m × 1.5 m palletised rail set | Same |
| Unit cost | 0.6–0.7 USD/kg machined Al fixture | 1.2 USD EU |
| Export value (2024) | 2.87 B USD, +18 % YoY | |
| Domestic CAGR (’24-’31) | 9.3 % |
3. Technology bricks driving the leap
- Magnetic clamping + zero-point system
– 50 kN pull-force electro-permanent plates; 5 µm repeatability, 0.5 s clamp/unclamp—no air lines on the pallet. - In-fixture measurement
– 40 mm digital micrometer heads, Bluetooth 5.0; SPC chart pops up on operator’s smart-watch. - Pallet-cloud handshake
– Each aluminium puck carries an RFID epoxy tag; Makino / Brother control reads offset, tool-life and clamp-force before the spindle starts. - Low-pressure die-cast base + CNC finish
– Weight −30 %, cost −25 % vs. solid billet, still holds ±10 µm over 1 m span. - Carbon-fibre reinforced ribs (3D printed) snapped into grid holes—add stiffness without second machining op.
4. Supply-chain depth you can’t find elsewhere
- Fixture-grade Al cast plate (MIC-6 equivalent) mills 30 % faster—mills within 200 km of every major Chinese machining hub.
- Pneumatic component villages in Ningbo & Yuyao turn out compact 6 mm valves at 4 USD—same spec 18 USD from big EU brand.
- Local 5-axis fixture cell already running 24/7: machine base → datum finish → laser-etch QR → bead-blast → CMM in one tombstone route.
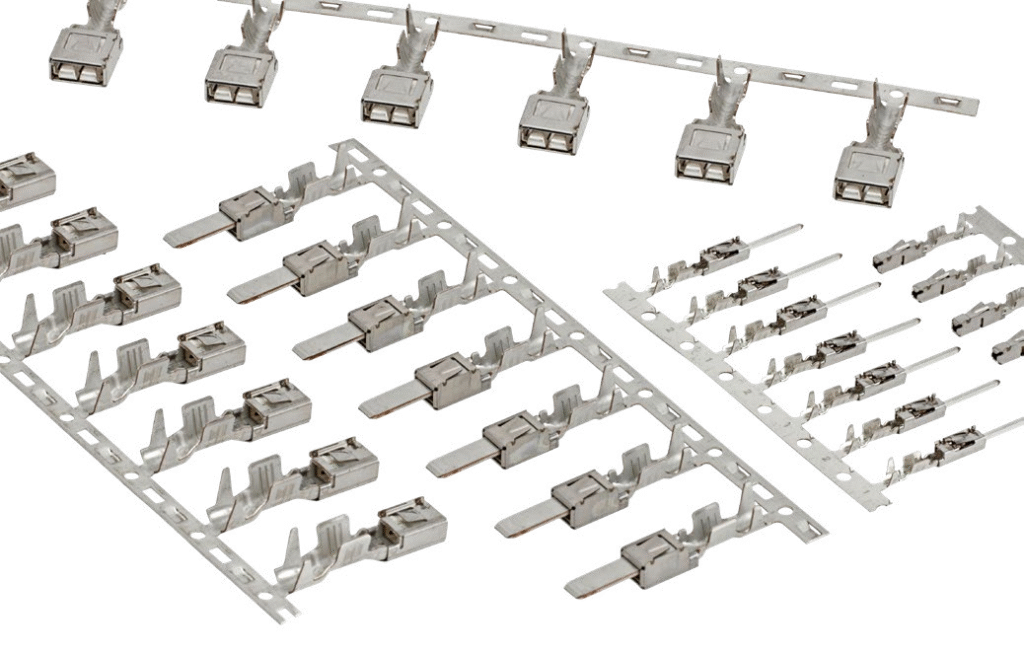
5. Real fixtures running 24/7 today
- EV battery housing rail
– 2 m long zero-point fixture, ±5 µm over full length, 30 s change-over on 5-axis line; clamp-force logged for each weld cycle. - Smart-phone mid-frame
– 0.3 mm thin-wall Al, vacuum chuck + 32 local micro-pins, flatness held 30 µm during 0.8 s takt CNC drilling. - Medical catheter hub
– 16-cavity mould insert holder, RFID cavity ID, force sensor ejection verification, 100 % traceability for FDA file.
6. Still climbing the hill
| Gap | Why it hurts | Held by |
|---|---|---|
| High-precision zero-point changers (< 2 µm) | Long-term drift | System 3R, EROWA |
| Carbon-fibre mastering for CTE stability | Out-gassing & moisture swell | EU aerospace labs |
| Predictive clamp-wear algorithm | ML data lake immaturity | US software houses |
7. Sustainability & compliance
- Green aluminum billet (hydro-powered smelter) on request for Scope 2 reporting.
- ISO 15530 fixture uncertainty study supplied with each gauge critical unit.
- Modular design → 85 % parts re-used on next model year, scrap ↓ 40 %.
8. Ready to spec your next automated fixture?
Send us (Precise works plus):
- STEP of part + machining/assembly sequence
- Takt-time target & allowable clamp deformation
You will receive:
- DFM + clamping concept + cycle-time simulation in 48 h
- T1 fixture + program + first-article report in 15 days
- PPAP Level 3 + GR&R + clamp-force log file in 4 weeks
Contáctenos – preciseworksplus.com
From cast plate to cloud data—we design the fixture, we automate the clamp, we validate the process.