
Amid the rapid development of the new energy industry, “cost reduction, efficiency improvement, and lightweight design” have become core demands across the entire industrial chain. As a critical link, material selection directly determines product competitiveness and market potential. Copper-aluminum composite materials, which combine the high electrical and thermal conductivity of copper with the lightweight and cost-effective advantages of aluminum, perfectly align with the needs of the new energy sector and have emerged as essential materials in new energy vehicles (NEVs), photovoltaic (PV) systems, energy storage, and other key fields.
As an enterprise specializing in stamping processing of copper-aluminum composite materials, we draw on years of practical experience to break down the core applications of these materials in the new energy industry, as well as the key points and challenges in practical production. This guide aims to help related enterprises avoid pitfalls and achieve efficient implementation.
I. Core Applications: Covering Three Key New Energy Sectors
The core advantage of copper-aluminum composite materials lies in their “balanced performance and controllable cost” — while maintaining electrical and thermal conductivity close to pure copper, they reduce weight by 40%~50% and lower costs by 30%~50%. This unique combination has driven their large-scale application in NEVs, PV systems, and energy storage.
1. New Energy Vehicles: Dual Guarantee of Lightweight Design and Safety
NEVs have strict requirements for the conductivity, weight control, and safety of electrical systems. Copper-aluminum composite materials are widely used in three core systems: batteries, electronic control, and wiring harnesses:
- Battery Systems: Primarily used in negative electrode posts, composite busbars, and connecting sheets. For example, the copper-aluminum composite carrier copper foil we supply to multiple automakers can be fabricated into battery connecting sheets and negative electrode posts, with our negative electrode post materials holding over 85% of the domestic market share. The custom composite busbars we produce for CATL and BYD have a current-carrying capacity of no less than 400A, 50% lighter than pure copper busbars, and are compatible with Toyota’s 6th-generation Prius and Samsung SDI’s next-generation lithium battery projects.
- Electronic Control Systems: Utilized in conductive connectors and heat dissipation components to balance current transmission efficiency and cost control, meeting the high-load operation requirements of high-power devices such as IGBT modules.
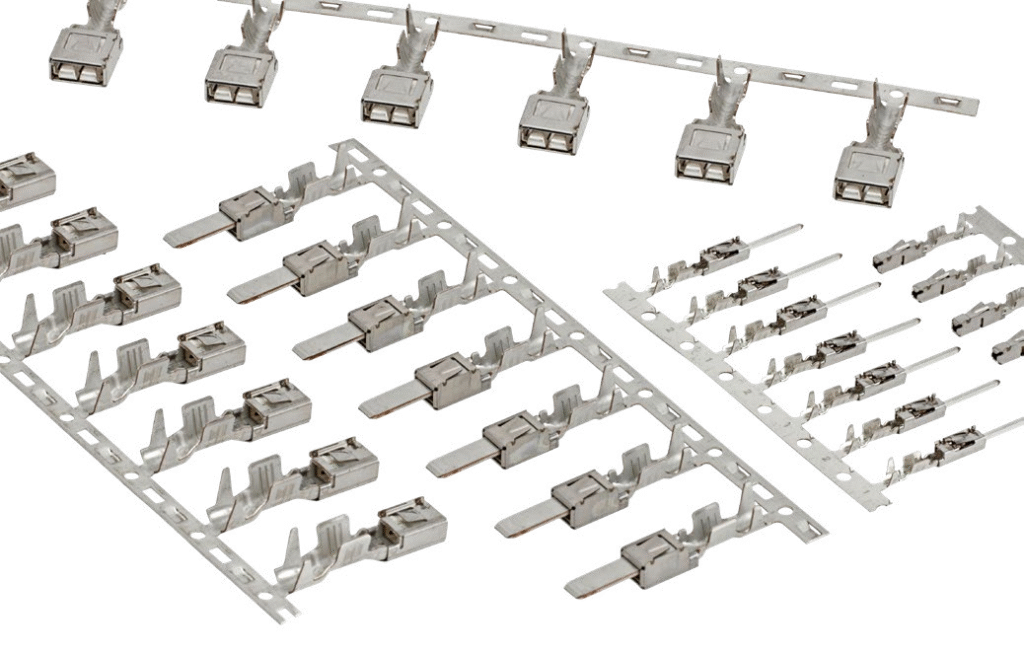
- Wiring Harness Systems: As a core “copper-to-aluminum replacement” solution, they are used in low-voltage current-carrying wiring harnesses. Copper-aluminum composite terminals formed by stamping effectively solve the electrochemical corrosion problem in copper-aluminum dissimilar material connections, with creep resistance reaching the level of pure copper, helping to reduce the cost of single-vehicle wiring harnesses by more than 10%.
2. Photovoltaic (PV) Sector: Precise Matching of Weather Resistance and Longevity
PV modules need to operate in complex outdoor environments for 25 years, requiring strict weather resistance and stability from materials. Copper-aluminum composite materials are mainly applied in:
- PV Junction Boxes: Copper-aluminum composite connecting sheets manufactured by roll welding composite technology from Guangdong-based enterprises enable high-quality connections between copper terminals and aluminum bus bars. Verified by 2000-hour double 85 tests (85℃, 85% humidity) and UV aging tests, they can meet the 25-year service life requirement of PV modules, with costs 30% lower than pure copper solutions.
- PV Inverters: Used to replace conductive components of traditional pure copper busbars, they not only solve corrosion problems in outdoor humid and saline environments but also optimize equipment heat dissipation, improving inverter operational stability.
3. Energy Storage Sector: A Cost Breakthrough for Large-Scale Promotion
With the accelerated construction of new-type energy storage power stations, cost control has become key to large-scale promotion, driving the rapid penetration of copper-aluminum composite materials in energy storage systems:
- Large-Scale Energy Storage Cabinets: Used as busbars and transition connectors for current collection and transmission between battery modules. While ensuring stable transmission in high-current scenarios, their excellent thermal conductivity aids heat dissipation, preventing local overheating of battery modules. Additionally, their cost advantage significantly reduces the overall manufacturing cost of energy storage equipment, which is crucial for the large-scale promotion of the energy storage industry.
- Residential Energy Storage Equipment: Applied in internal wiring connections and heat dissipation components, reducing equipment weight while enhancing operational safety and durability, suitable for lightweight requirements in residential scenarios.
II. Key Application Points: 3 Core Factors to Ensure Product Performance
The application effect of copper-aluminum composite materials depends on three core links: “material selection, process matching, and quality control” — a summary of our years of stamping experience:
1. Precisely Match Material Parameters
The performance of copper-aluminum composite materials is directly related to the copper-aluminum layer thickness ratio and material type. For example, NEV battery scenarios require a combination of oxygen-free copper and pure aluminum, with the layer thickness ratio controlled between 10:1 and 1:50; outdoor PV scenarios need optimized aluminum alloy compositions to enhance corrosion resistance. Meanwhile, strict control of the material’s interface bonding strength is essential to ensure a peel strength of Grade IV (intermetallic compound layer ≤1μm) and avoid interface embrittlement.
2. Scene-Adapted Process Optimization
Stamping process requirements vary significantly across different application scenarios: For instance, ultra-thin copper-aluminum composite foils (0.01-0.1mm) used in battery tabs require high-precision micro-stamping processes to avoid defects such as pinholes and creases — pinholes larger than 5μm can cause electrolyte penetration and short circuits; large energy storage busbars, on the other hand, require strict control of flatness after stamping to ensure subsequent assembly accuracy.
3. Full-Process Quality Control
Core testing indicators include: Resistivity (≤0.0255Ω·mm²/m to ensure conductivity), shear strength (aluminum matrix residues should be visible on the fracture surface to confirm reliable interface bonding), and folding endurance (suitable for thin material processing and application scenarios). Especially in the welding process, real-time monitoring of weld depth through OCT non-destructive testing technology is necessary to avoid insufficient weld depth leading to reduced joint strength or excessive weld depth causing material waste and deformation.
III. Core Challenges: 4 Major Issues and Solutions
Composed of dissimilar metal layers and an interface zone, the special structure of copper-aluminum composite materials makes them prone to various problems during stamping. Below are common industry challenges and our corresponding solutions:
1. Challenge 1: Uncoordinated Deformation, Prone to Cracking and Delamination
The significant difference in mechanical properties between copper and aluminum easily causes stress concentration during stamping, leading to premature material damage and failure, or even interface delamination.
Solution: Adopt ultra-low temperature forming technology for stamping within the temperature range of 4-293K. This can significantly improve the elongation and work hardening rate of copper and aluminum layers, reduce the strength difference between the interface zone and metal layers, and enhance deformation coordination. At the same time, it avoids grain growth and surface oxidation problems caused by high-temperature forming. Through customized ultra-low temperature stamping equipment, we have achieved stable mass production of complex-shaped copper-aluminum composite parts.
2. Challenge 2: Unstable Interface Bonding, Affecting Service Performance
Brittle intermetallic compounds (IMCs) are prone to form at the copper-aluminum interface. Improper control can lead to interface embrittlement, affecting the load-bearing capacity and service life of products.
Solution: Control material quality from the source by selecting composite plates prepared by rolling or explosive welding processes to ensure metallurgical bonding at the interface; perform precise annealing treatment on materials before stamping to optimize the interface microstructure; strictly control the forming temperature and strain rate (10⁻⁴-10s⁻¹) during stamping to avoid aggravated interface damage.
3. Challenge 3: Difficult Welding Quality Control, Potential Safety Hazards
The weld depth window for copper-aluminum welding is narrow — insufficient depth leads to connection failure, while excessive depth may pierce the material; traditional destructive testing is inefficient and cannot meet the needs of large-scale production.
Solution: Introduce OCT non-destructive testing equipment to realize real-time online monitoring of the welding process. Control weld depth with micron-level precision (12μm axial / 50μm transverse), and establish an accurate mathematical model between welding parameters and weld depth to ensure stable welding quality. Meanwhile, improve testing efficiency (eliminating destructive testing that takes more than 30 minutes per piece).
4. Challenge 4: Thin Material Processing Prone to Defects, Poor Adaptability
Copper-aluminum composite foils (0.01-0.1mm) are prone to defects such as pinholes, edge burrs, and creases during stamping and cutting, affecting subsequent applications.
Solution: Adopt high-precision stamping dies and micro-tension control technology to optimize stamping speed and pressure parameters; add a special surface inspection link after processing, and use optical testing to eliminate products with minor flaws, ensuring that thin material products meet the requirements of high-end scenarios such as battery tabs.
IV. Our Advantages: Simplifying the Application of Copper-Aluminum Composite Materials
With years of experience in stamping processing of copper-aluminum composite materials, we have accumulated three core advantages to help customers efficiently implement product solutions:
- Mature Technology: Master core technologies such as ultra-low temperature stamping and high-precision micro-stamping, capable of solving industry challenges such as uncoordinated deformation and thin material processing, and adapting to multiple scenarios including NEVs, PV systems, and energy storage.
- Controllable Quality: Establish a full-process quality control system equipped with professional equipment such as OCT non-destructive testing and resistivity testing, ensuring reliable interface bonding, stable product performance, and compliance with high-end industry standards.
- Strong Customization Capability: Precisely match copper-aluminum layer thickness ratios, material selection schemes, and stamping processes according to customer product needs, providing integrated solutions from material selection to finished product delivery.
In the wave of high-quality development of the new energy industry, the application scenarios of copper-aluminum composite materials will continue to expand, and precise process control and quality management are the core competitiveness. If you encounter difficulties in the stamping processing or product application of copper-aluminum composite materials, or have customization needs, please feel free to Contáctenos — let our professional team escort your product upgrading!