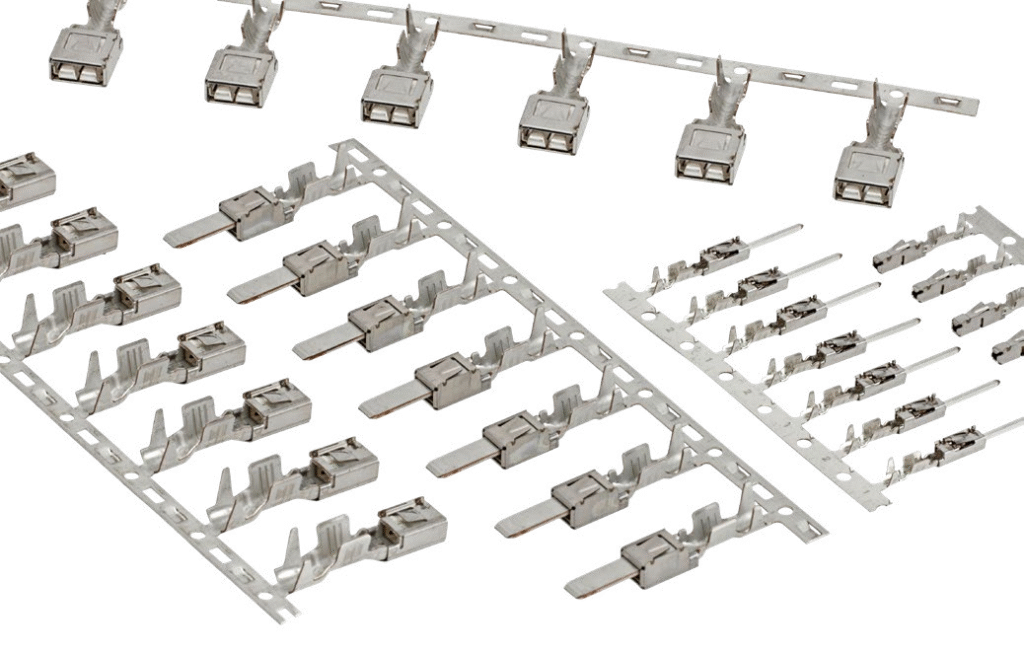

- What “insert molding” actually means
- A pre-fabricated metal (or ceramic, PCB, FPC, battery cell) is robot-placed into the cavity before plastic is injected.
- The result: one-shot assembly with mechanical lock, electrical contact, sealing and often cooling channels—no post-fastening, no adhesive, no solder.
- Where China already sets the benchmark
| Metric | 2025 China level | Global peer |
|---|---|---|
| Tooling lead-time | 12–15 days T1 samples (Al 7075 prototype inserts) | 4–5 weeks EU/NA |
| Insert positional repeatability | ±0.01 mm with 6-axis cobot, 0.8 s cycle | ±0.02 mm 3-axis pick-arm |
| Min. plastic wall | 0.25 mm PPS around 0.8 mm Cu pin (void < 0.1 mm) | 0.35 mm typical |
| Shot-to-shot Cpk | 1.67 on pull-out force, 1.33 on seal pressure | 1.33 overall |
| Resin palette | PPS, PPA, LCP, PEI, 50 % GF PEEK, low-cl PA12 for hydrogen lines | Same catalog |
| High-speed molding | 0.8 s t-cycle for 8-cavity LiDAR lens nest (Sumitomo 350 t) | 1.1 s Japan |
| Unit cost | 0.18 US$ for M3 brass-threaded insert, 10 mm OD, PA66+30 % GF | 0.30 US$ EU |
- Technology bricks that moved the needle
- Magnetic clamp + end-of-arm vision: robot picks 50 µm-thin FPC, places within 30 µm to dowel—no teaching pendant.
- In-mold pressure sensor fusion: Kistler + coaxial cable routed via mold insert; shut-off valve gates when cavity hits 600 bar—eliminates flash on 0.25 mm wall.
- Vacuum cavity + back-pressure control: 50 mbar before injection, voids in PPS < 0.05 mm (CT scan verified).
- Hybrid molding: first shot low-viscosity PA for thin wall, second shot foamed PA12 for core—weight −18 %, pull-out force unchanged.
- Supply-chain depth you can’t find elsewhere
- Brass turning clusters in Ningbo & Xiamen deliver M1.6–M10 inserts in 72 h, nickel pre-plated if needed.
- Cu-ETP & Cu-Cr-ZR stampings for power pins: same campus as molding plant—no export license, no freight.
- Local carbon-fiber over-molding cell (insert = Al rotor sleeve) already running 24/7 for EV motor housings.
- Case snapshots running 24/7 today
- EV battery cell busbar carrier
– 0.25 mm PPS wall over Cu-Sn plated 2 mm busbar, 600 V tracking resistance, seal pressure 0.8 MPa, 0 % rework after 1000 h @ 85 °C/85 % RH. - 5G RF filter cavity
– LCP + 50 µm silver-plated insert, 28 GHz resonance drift < 0.1 %, 8-cavity, 0.9 s cycle. - Medical 3-way stopcock
– PP + 316 L stainless tube, inside diameter 1.0 mm, leak rate < 0.01 mL/min @ 3 bar, assembled in ISO Class 8 clean room.
- Remaining gaps (be honest)
- CuCrZr high-conductivity inserts—still imported (Wieland, Mitsubishi).
- PEEK 50 % CF ultra-thin wall (< 0.2 mm) – micro-voids hard to eliminate; Europe leads DOE.
- Hydrogen-tight PA12 – China makes resin, but long-term 70 MPa permeation database owned by Germany.
- Sustainability & compliance
- 100 % green power available on request (solar PPA) for Scope 2 reporting.
- RoHS, REACH, SCIP files auto-generated per shot; insert traceability via laser DPM code.
- In-house closed-loop water system—zero discharge to municipal drain.
- Ready to spec your next insert-moulded part?
Send to Precise Works Plus:
- 3-D STEP of metal insert + plastic over-mould
- Pull-out force & seal targets
- Annual volume
You will receive:
- DFM + mould-flow + warpage prediction in 48 h
- T1 sample video + Cpk report in 14 days
- PPAP Level 3 + IST + HV + leak test data in 30 days
Contact Us – preciseworksplus.com
From brass chip to over-moulded housing—we machine the insert, we build the mould, we shoot the resin, we validate the assembly.