1. What is “clearance”?
It is the distance between the punch cutting edge and the die cutting edge measured on one side (single-side clearance, C) or on both sides (double-side clearance, Z = 2C).
All numbers below refer to single-side values unless stated otherwise.
2. Design flow – three-step thinking
| Step | Question | Typical decision tool |
|---|---|---|
| ① | Which quality class? | GB/T 16743 Class I/II/III (or customer print) |
| ② | Material & thickness? | Lookup tables or C = m·t |
| ③ | Special process? | Speed > 200 spm, coating, carbide, etc. → enlarge 8–12 % |
3. National standard “quick table” (GB/T 16743-1997)
Values below are single-side clearance as % of thickness t
| Material | Class I (high finish) | Class II (general) | Class III (long life) |
|---|---|---|---|
| Soft Al, Cu | 1.0–2.0 % t | 2.5–4 % t | 5–8 % t |
| SPCC, SECC | 2.5–4 % t | 5–6 % t | 7–10 % t |
| Stainless 301/304 | 4–6 % t | 6–8 % t | 9–12 % t |
| Silicon steel | 5–7 % t | 8–10 % t | 11–15 % t |
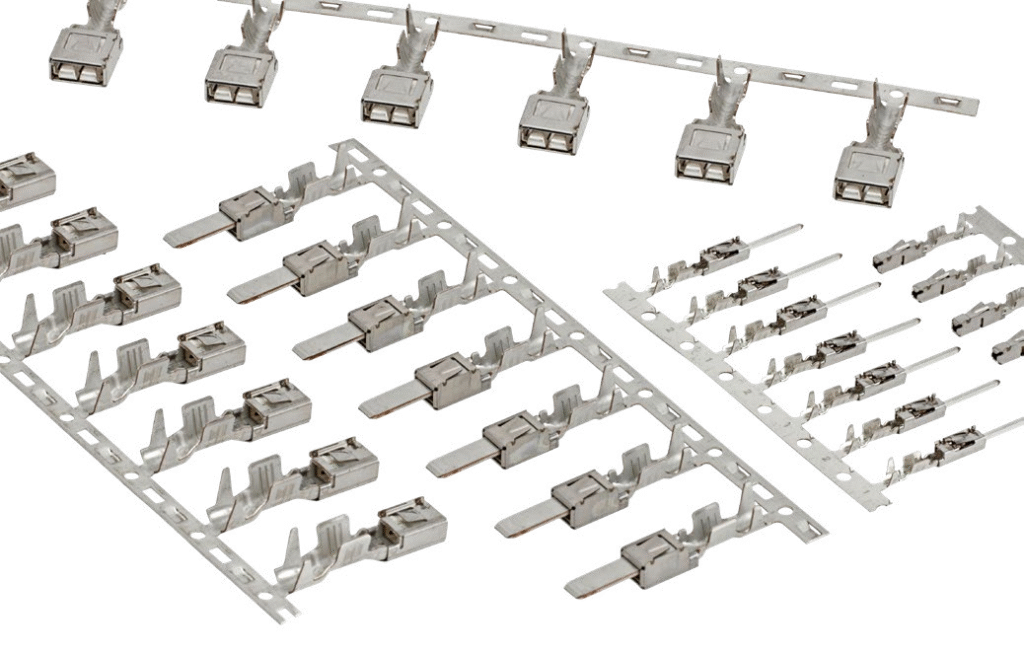
Use Class I for connector terminals, shielding clips, bipolar plates…
Use Class III for internal brackets where burr < 0.08 mm is acceptable.
4. Rule-of-thumb formula (when no table at hand)
C = m · t
m = 0.03 – 0.08 for soft non-ferrous
m = 0.05 – 0.10 for mild steel
m = 0.08 – 0.12 for stainless / high strength steel
Always start with the lower m and open up after tool-try if burr is still too small.
5. Dimensioning practice – who gets the clearance?
- Blanking (outer shape): die = part size, gap is taken off the punch
- Piercing (inner hole): punch = hole size, gap is added to the die
Formula (single-side):
C = (D<sub> – D<sub>) / 2
6. Speed & coating corrections
- > 200 strokes/min: increase basic clearance ≈ 10 % to reduce heat seizure.
- TiCN or DLC coated punches: add extra 5–8 %; coatings lower friction but also narrow effective gap.
- Carbide inserts: add ≈ 30 % vs steel punches to prevent chipping.
7. Micro-parts (< 0.3 mm thickness)
Gap can be < 1 % t; sometimes makers “stamp-in” the gap by hardening only the punch and letting it coin its own die profile during the first 20 hits—then harden the die.
8. Check list before you lock the number
✅ Burr height limit on drawing?
✅ Subsequent forming / plating will hide burr?
✅ Tool life target (million strokes)?
✅ Press tonnage margin – bigger gap → lower force.
✅ Stock thickness tolerance – use worst-case t max for gap calculation.
9. One-sentence takeaway
Pick the smallest gap that still meets burr & dimensional specs, then open it just enough to hit your life target—this sweet spot is what precision stampers call “the golden clearance.”
Мы являемся китайской ведущей компанией по производству оснастки, штамповки, литья под давлением, деталей, обработанных на станках с ЧПУ. Для любых запросов обращайтесь к нам напрямую. Мы готовы помочь вам.